DOE实验设计如何处理响应为属性的数据?
在质量管理中,我们经常会听到一句话:质量不是检验出来的,而是过程做出来的。
这句话听起来很简单,但背后的管理逻辑非常重要。一个产品或者一项服务,最终呈现在客户面前的质量水平,并不是最后一道检查工序突然决定的,而是在整个过程系统中一步一步形成的。原材料如何选择,设备参数如何设定,人员如何操作,环境条件是否稳定,工艺方法是否合理,这些因素都会在过程中不断累积影响,最后反映在产品或服务的输出结果上。
从六西格玛的角度来看,一个过程可以理解为一组将输入转化为输出的相互关联活动。我们常用一个简单的公式来表达:
Y = f(X)
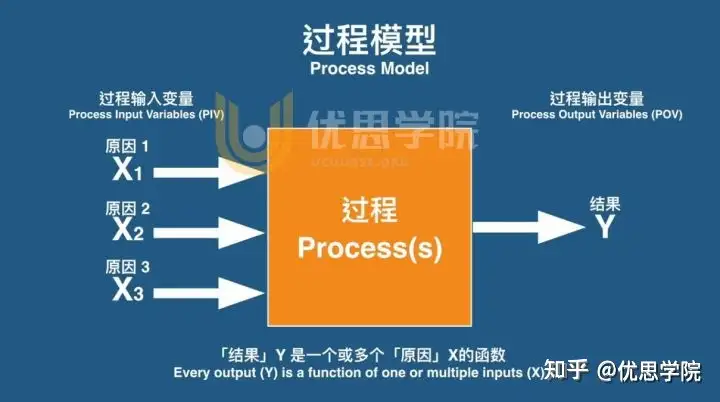
这里的 Y 代表输出,也就是我们关心的结果。例如产量、尺寸、强度、良率、交付时间、客户满意度等。X 则代表输入因素,例如温度、压力、速度、材料批次、操作方法、设备状态、人员经验等。
如果一个企业希望改善质量,就不能只盯着 Y,也不能只在结果出来之后才去检查。真正有效的质量改善,需要回到 X,回到过程本身,找出哪些输入因素真正影响输出结果,又应该把这些因素控制在什么水平,才能让过程稳定地产生更好的结果。
这正是 DOE 实验设计的价值所在。
DOE,英文全称是 Design of Experiments,中文通常称为实验设计。它不是简单地做几个实验,也不是凭感觉试一试参数,而是一套有计划、有结构、有统计逻辑的实验方法。它能够帮助我们用较少的实验次数,系统地研究多个因素对输出结果的影响,并进一步找出最佳的过程设定。
在六西格玛项目中,DOE 常常被视为一种秘密武器。因为它不只是帮我们验证某个想法是否正确,更重要的是,它能帮助团队获得过程知识。很多时候,企业并不缺经验,也不缺数据,真正缺的是对过程规律的清晰理解。DOE 的作用,就是把隐藏在过程背后的规律挖出来,让团队知道哪些因素重要,哪些因素不重要,哪些因素之间存在交互作用,以及怎样组合这些因素,才能获得更好的输出结果。
为什么说 DOE 是过程优化的关键工具?
在日常管理中,很多改善活动其实停留在「试错」层面。
例如,产线出现焊接不良,团队可能会先调高温度。效果不好,又调低速度。再不行,就换一种材料。这样的做法在现场很常见,也有一定实用性,但问题在于:它往往缺乏系统性。
一次只改变一个因素,看起来比较安全,但在复杂过程中,这种方法很容易错过真正的关键。因为很多过程因素并不是孤立发挥作用的。温度本身可能不一定显著,压力本身也可能不一定显著,但温度和压力组合在一起时,却可能对结果产生很大影响。这种现象在统计上称为交互作用。
DOE 的优势就在于,它可以同时研究多个因素,并且能够识别因素之间的交互作用。换句话说,DOE 不只是问「这个因素有没有影响」,它还会进一步问:「这个因素在不同条件下会不会产生不同影响?」这对于过程优化非常重要。
以一个焊接过程为例,可能影响焊接质量的因素包括焊接温度、焊接时间、压力、材料表面处理方式、焊头状态等。如果我们用传统试错方法逐一调整,实验次数可能很多,结论也未必可靠。使用 DOE 后,我们可以有计划地安排实验组合,用更少的实验次数获得更多的信息。
这就是 DOE 在六西格玛中的核心价值:用最低成本的方法,找出最大价值的过程知识。
DOE 中的输出:Y 与 Response
在六西格玛项目中,我们通常用 Y 来表示输出结果。在 DOE 中,这个输出也常被称为响应,英文是 Response。
响应就是实验之后我们要观察和分析的结果。它回答的是:当我们改变某些输入因素之后,过程输出发生了什么变化?
很多 DOE 教材和案例中,响应通常是连续性数据。所谓连续性数据,是指可以在某个范围内连续取值的数据。例如:
产品尺寸是多少毫米。
拉伸强度是多少 MPa。
产量是多少件。
加工时间是多少分钟。
涂层厚度是多少微米。
客户等待时间是多少秒。
这类数据很适合直接用常见的 DOE 分析方法来处理,因为它们通常可以较好地满足正态性和方差稳定性的假设。尤其是在工业制造、质量工程和六西格玛改善项目中,连续型响应非常常见。
但是,并不是所有过程输出都是连续性数据。
有些过程的结果并不是「多少」,而是「通过或不通过」、「成功或失败」、「合格或不合格」、「有缺陷或无缺陷」。这类数据就是属性数据。
属性数据在 DOE 中的应用
以焊接为例,如果我们关心的是焊接点的拉力强度,那么响应可以是连续性数据,例如每个焊点能承受多少牛顿的拉力。
但在另一个场景中,我们可能真正关心的是焊接是否失效。比如在 100000 次焊接试验中,有 2 次发生失效。这时,我们得到的不是连续型响应,而是属性型响应。
每一次焊接只有两个结果:成功或失败。合格或不合格。通过或未通过。

这类数据通常服从二项式分布。因为每一次试验都可以看成一次伯努利试验,也就是只有两个可能结果的试验。
在这种情况下,如果每次实验条件下的样本大小都一样,我们就可以把缺陷率或失效率作为每次试验的响应来分析。
例如,某个 DOE 实验研究三个焊接参数:温度、压力和焊接时间。每一种实验组合都进行 100000 次焊接,然后记录失效次数。于是,每一种实验组合都会得到一个失效率:
实验组合 A:100000 次中失效 2 次,失效率为 0.002%。
实验组合 B:100000 次中失效 8 次,失效率为 0.008%。
实验组合 C:100000 次中失效 1 次,失效率为 0.001%。
这样一来,原本的属性数据就可以转化为比例数据或百分比数据。我们可以用失效率作为响应,进一步分析不同输入因素对失效率的影响。
不过,这里有一个关键问题:比例数据不能总是直接拿来做普通 DOE 分析。
原因在于,比例数据的统计性质和连续型正态数据不完全一样。
为什么属性响应需要数据转换?
很多传统 DOE 分析方法默认响应数据近似服从正态分布,并且不同实验条件下的方差相对稳定。这个假设对于许多连续型响应是合理的,但对于比例数据或百分比数据,就未必成立。
例如,缺陷率接近 50% 时,数据的波动空间比较大;但缺陷率非常接近 0% 或 100% 时,数据的波动空间会被边界限制。因为比例数据不可能小于 0,也不可能大于 1。这会导致数据分布偏斜,方差也不稳定。
举个简单例子。
如果某个过程的失效率大约是 50%,那么样本之间可能出现比较明显的上下波动。例如 45%、50%、55%,这些变化都很自然。
但如果某个过程的失效率只有 0.001%,那么数据已经非常接近 0。它向下波动的空间几乎没有,因为最低只能到 0;向上波动则可能呈现不对称的状态。这种情况下,数据分布就很难满足普通正态分析的要求。
这时,如果我们直接把百分比或比例当成普通连续数据处理,就可能导致分析结果不可靠。模型可能错误判断某些因素显著,也可能漏掉真正重要的因素。
因此,在使用 DOE 分析比例型响应时,经常需要先做数据转换。
其中一种常见方法就是反正弦转换,也称为 Arcsine 转换。
什么是反正弦转换?
反正弦转换常用于处理以百分比或比例形式记录的数据,尤其是服从二项式分布的数据。
如果比例记为 p,那么常见的转换形式可以写成:
转换值 = arcsin(√p)
这里的 p 是比例值,而不是百分比值。
例如,5% 应该写成 0.05,而不是 5。
这个转换的目的,不是为了让数据看起来复杂,也不是为了增加统计学门槛,而是为了改善数据的统计性质。它主要有两个作用。
第一,让转换后的数据更接近正态分布。
第二,使不同水平下的方差更加稳定。
对于属性数据来说,这两点非常重要。因为很多 DOE 分析工具都建立在近似正态和方差稳定的基础之上。如果原始比例数据不满足这些条件,转换之后再分析,往往会更加合理。
用更通俗的话说,反正弦转换就像是在分析之前,先把比例型数据「拉伸」和「调整」到一个更适合建模的尺度上。它不会改变实验背后的业务逻辑,但可以让统计分析更加稳健。
焊接失效案例:从属性数据到 DOE 响应
我们继续用焊接过程来说明。
假设一家企业正在改善某个电子产品的微焊接工艺。团队怀疑焊接温度、焊接压力和焊接时间会影响焊接失效率。为了找出最佳参数组合,团队设计了一个 DOE 实验。
每个实验组合下,都进行 100000 次焊接测试,然后记录失效次数。
如果实验组合 1 发生 2 次失效,那么失效率为:
2 / 100000 = 0.00002
也就是 0.002%。
如果实验组合 2 发生 10 次失效,那么失效率为:
10 / 100000 = 0.00010
也就是 0.010%。
在这种情况下,每个实验组合的响应不是单个焊点的强度,而是该组合下的失效率。由于每个组合的样本大小都一样,所以直接比较失效率是有意义的。
但在做 DOE 模型分析之前,团队可以先把这些失效率 p 做反正弦转换:
arcsin(√p)
然后再使用转换后的响应值进行方差分析、主效应分析、交互作用分析或回归建模。
完成分析之后,团队还需要把统计结论翻译回实际业务语言。例如,不只是说某个因素在转换尺度上显著,而是要说明:
哪些参数会降低焊接失效率。
哪些因素之间存在交互作用。
最佳参数组合预计可以把失效率降到什么水平。
这个结论是否具备实际改善意义。
这一步非常重要。因为 DOE 的最终目的不是为了得到一个统计模型,而是为了改善过程。
样本大小太小时,DOE 属性数据分析会有什么问题?
虽然缺陷率可以作为 DOE 的响应来分析,但这里有一个重要前提:样本量要足够大。
如果样本量太小,而过程本身的失效率又非常低,就可能出现一个问题:很多实验组合下都没有发生失效。
例如,每个实验组合只做 20 次焊接测试。如果真实失效率本来就很低,那么很多组合可能都是 0 次失效。表面上看,每个组合都很完美,但实际上这并不能说明不同条件之间没有差异。
这就像你想比较几种降落伞材料的可靠性,但每种材料只测试一次。如果这一次都没有失败,你不能因此断定它们可靠性完全相同。因为样本太少,试验根本没有足够机会暴露差异。
在低缺陷率的场景下,样本大小不足会让数据缺乏分辨率。你看到的可能只是「全都是 0」,而不是过程真实差异。
这时,即使使用反正弦转换,分析结果也可能不可靠。因为问题不在于转换方法本身,而在于原始数据提供的信息太少。
如果多次实验都没有失效,模型很难判断哪些因素真正影响失效率。它可能得出「没有显著因素」的结论,但这不一定表示因素真的没有影响,而可能只是实验设计没有足够检测能力。
因此,当样本太小、事件太稀少、失效次数大量为零时,团队就要谨慎处理。此时可能需要考虑其他方法,例如增加样本量、改变响应指标、使用更敏感的连续型替代指标,或者采用更适合稀有事件数据的统计模型。
选择响应指标,比做实验本身更关键
在 DOE 项目中,很多人一开始会把注意力放在因素和水平上。例如温度设几个水平,压力设几个水平,时间设几个水平。
这些当然重要。但在实际项目中,响应指标的选择往往更加关键。
如果响应选错了,即使实验设计再漂亮,分析结果也可能没有价值。
以焊接过程为例,如果最终客户关心的是产品长期使用中的焊点失效,而团队只测量焊接外观,可能就会出现偏差。外观看起来好的焊点,不一定长期可靠。反过来,如果只看最终失效,又可能需要非常大的样本量,成本和时间都很高。
这时,团队就要思考:有没有更合适的中间响应?
例如:
焊点拉力强度。
焊接电阻。
焊点截面形貌评分。
焊接熔深。
虚焊风险评分。
这些指标可能比最终失效更容易测量,也更敏感。如果它们与最终失效有明确关系,就可以作为 DOE 的响应,用来帮助团队快速学习过程规律。
这也是六西格玛项目中的一个重要思想:不要只是机械地收集数据,而要理解数据背后的质量意义。
DOE 帮助企业从经验管理走向知识管理
很多企业的过程控制依赖老师傅经验。经验当然宝贵,但经验如果不能被验证、量化和传承,就很容易停留在个人层面。
DOE 的价值在于,它可以把经验变成知识。
例如,某位资深工程师认为焊接温度很重要。DOE 可以帮助团队验证这个判断是否正确。
另一个工程师认为压力和时间之间存在配合关系。DOE 可以通过交互作用分析确认这种关系是否存在。
过去团队可能只知道「这样做比较好」,但 DOE 可以进一步告诉我们:「为什么这样做比较好」「好在哪里」「在什么条件下才好」「如果条件变化,结果会不会改变」。
这就是从经验管理走向知识管理的过程。
在六西格玛项目中,这种转变非常关键。因为六西格玛追求的不是靠个人英雄解决一次问题,而是建立一个可重复、可控制、可持续改善的过程系统。
DOE 不是单纯为了优化参数,而是为了理解过程
很多人把 DOE 理解为找最佳参数组合。这个理解没有错,但还不够完整。
DOE 的确可以帮助我们找到更好的过程设定。例如温度多少、压力多少、时间多少,可以让失效率最低或产量最高。
但 DOE 更深层的价值,是帮助我们理解过程。
它可以回答很多管理者和工程师真正关心的问题:
哪些 X 对 Y 影响最大?
哪些 X 其实不重要,可以减少控制成本?
哪些因素之间存在交互作用?
过程是否存在非线性关系?
当前参数窗口是否足够稳健?
如果环境条件变化,结果是否还能保持稳定?
哪些因素值得纳入后续控制计划?
这些问题的答案,才是过程知识。只有掌握了这些知识,企业才能真正优化过程系统,而不只是暂时解决表面问题。
属性数据 DOE 的实践提醒
当 DOE 的响应是缺陷率、失效率、合格率这类属性数据时,实践中需要特别注意几件事。
第一,要确认每次试验的样本大小是否一致。
如果每个实验组合的样本大小相同,使用缺陷率作为响应会比较直接。如果样本大小不同,就不能简单地只看百分比,因为样本大小会影响比例估计的可靠性。100000 次试验中的 2 次失效,和 10 次试验中的 0 次失效,信息量完全不同。
第二,要注意比例数据的边界问题。
比例只能介于 0 和 1 之间。当响应接近 0 或 1 时,数据分布往往不对称,方差也容易不稳定。这就是为什么需要考虑反正弦转换。
第三,要警惕大量零失效数据。
如果很多实验组合都是 0 次失效,并不代表这些条件都一样好。它可能只是样本量太小,或者失效事件太稀少。此时继续用普通 DOE 方法分析,可能会得出过度乐观或没有意义的结论。
第四,要把统计结果转化为过程决策。
即使转换后的模型显示某个因素显著,也不能只停留在统计语言。团队需要进一步判断这个因素是否具备工程意义,调整它是否可行,控制它是否经济,以及是否会对其他质量特性产生副作用。
DOE 与六西格玛改善逻辑的关系
在 DMAIC 项目中,DOE 通常出现在 Analyze 阶段和 Improve 阶段。
在 Analyze 阶段,DOE 可以帮助团队验证关键 X,确认哪些输入因素真正影响输出 Y。
在 Improve 阶段,DOE 可以帮助团队寻找最佳设定,优化过程窗口,降低缺陷率或提升绩效水平。
这也说明,DOE 不是孤立工具。它需要和整个六西格玛逻辑配合使用。
在 Define 阶段,团队需要明确客户需求和项目 Y。
在 Measure 阶段,团队需要确认测量系统可靠,确保数据可信。
在 Analyze 阶段,团队识别潜在关键因素,并用数据验证。
在 Improve 阶段,团队通过 DOE 等方法优化过程。
在 Control 阶段,团队把关键因素纳入控制计划,让改善成果长期维持。
如果没有清晰的问题定义,DOE 可能会变成盲目的实验。
如果测量系统不可靠,DOE 分析出来的结论可能只是测量误差。
如果实验后的改善没有控制计划,最佳参数也可能很快被现场遗忘。
所以,DOE 虽然强大,但它必须服务于完整的过程改善逻辑。
用最低成本获得最大过程知识
企业做实验是有成本的。每一次实验都可能消耗材料、设备时间、人力和机会成本。尤其在制造业中,有些实验还可能影响正常生产,甚至产生报废品。
因此,真正优秀的 DOE 不是「做很多实验」,而是「用最少必要实验,获得最多有用信息」。
这也是 DOE 被称为六西格玛秘密武器的原因。
它不是靠运气寻找答案,而是用科学结构安排实验。
它不是只看单一因素,而是系统理解多个因素。
它不是只追求短期结果,而是帮助企业建立长期过程知识。
它不是把数据当作报表,而是把数据转化为决策。
在质量管理中,真正有价值的不是知道某一次实验结果,而是知道过程为什么会这样运作。DOE 正是帮助我们理解这种「为什么」的工具。
结语:DOE 的真正价值,是让过程变得可理解、可优化、可控制
过程是质量形成的基点。任何产品或服务的质量,最终都要回到过程系统中去理解。
如果我们只看输出 Y,却不理解输入 X,就只能被动处理问题。如果我们能够通过 DOE 找出 X 与 Y 之间的关系,就能主动设计、优化和控制过程。
对于连续型响应,DOE 可以帮助我们分析尺寸、强度、产量、时间等关键指标。
对于属性型响应,例如焊接失效率、缺陷率、合格率等,DOE 同样可以发挥作用。但在分析这类比例数据时,我们需要注意数据分布和方差稳定性的问题,并在适当情况下使用反正弦转换。对于样本量过小、失效事件过少、大量试验结果为零的情况,则不能盲目相信分析结果,而要考虑增加样本量或采用其他更合适的方法。
DOE 的价值,不只是找出一组最佳参数。它更重要的作用,是帮助团队用低成本获得高价值的过程知识。
这正是六西格玛改善的核心精神:用数据理解过程,用实验发现规律,用科学方法减少波动,最终让质量不再依赖运气,而是来自一个稳定、可靠、可控制的过程系统。