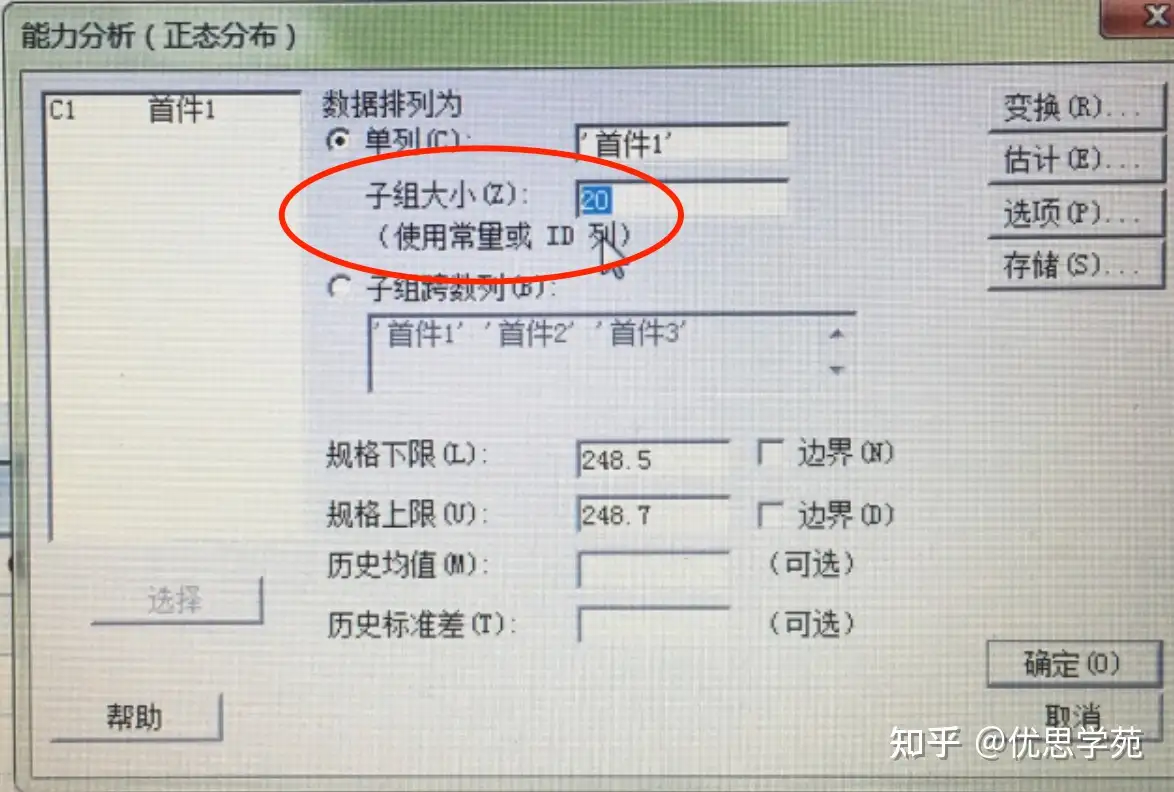
Minitab中的子组大小应该怎样填写?
关于SPC中的均值极差控制图(X-bar-R Chart),都是质量管理和六西格玛最常用的工具之一,优思学院的学生经常都会问及SPC和子组的问题。
所谓的子组(Subgroup),是指在同一组条件(包括人、机、物、法、环)下产生的一组单元。子组代表了在过程中的一个 “片段“,所以,子组内的数据,必须在时间上相近的期间进行测量而取得。
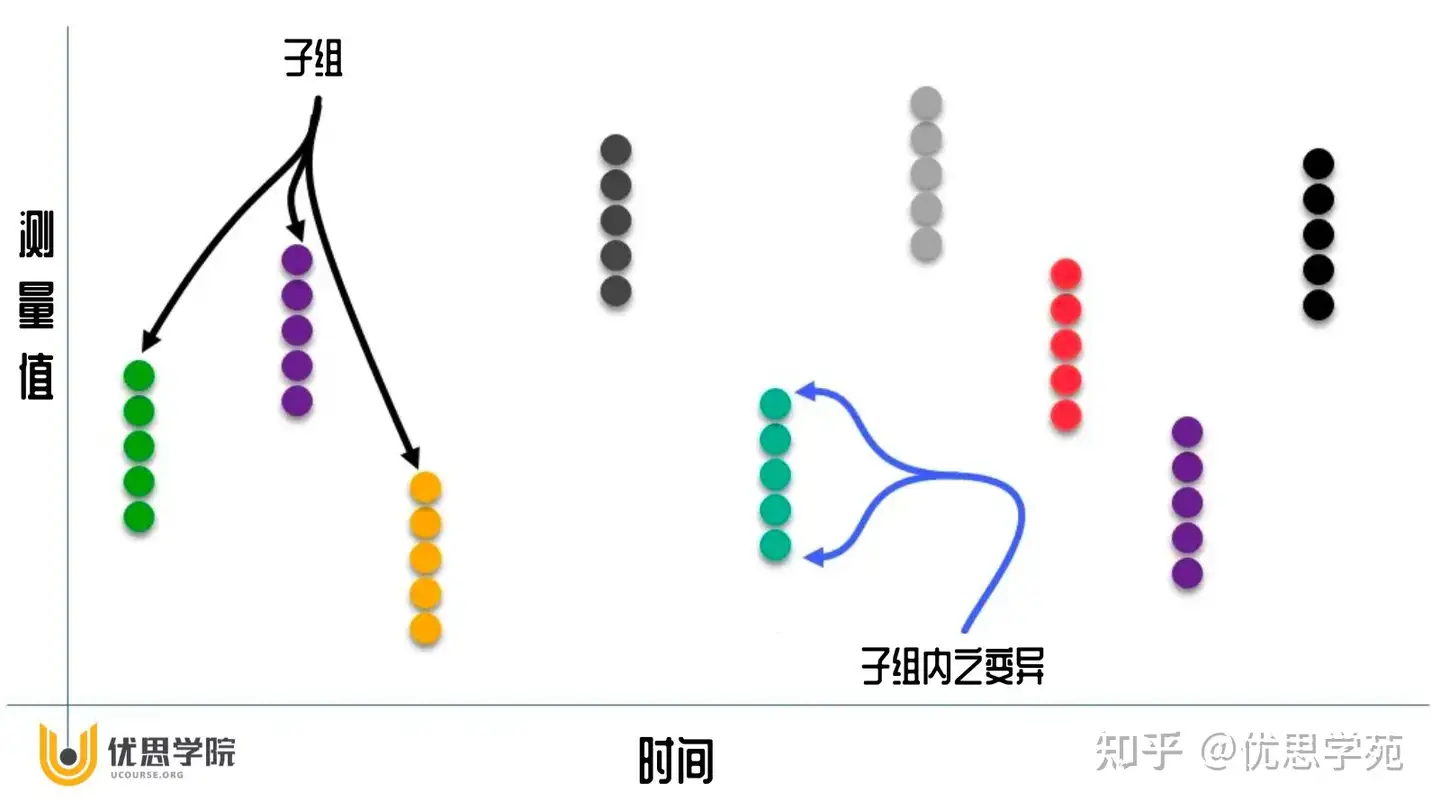
例如,一台模切机每小时生产100个塑料零件。质量工程师每小时测量五个随机选择的零件。每五个零件的样本就是一个子组。
我应该选择多少个样本作为一个子组(Subgroup)?
对于最初的过程研究,每小时左右收集4或5个单位的子组是较常见的。随着过程的稳定(或改进),你可以减少子组的大小和频率。
采集子组的时间要足够长,以确保主要变异源有机会发生。通常,100个或更多的观察值(例如,25个子组,每个子组有4个样本观察值)就足够了。
在通常情况下,工业界更喜欢小而频繁的样本,所以以均值极差控制图(Xbar-R Chart) 最为常用,以便在制造出太多的缺陷产品之前发出工艺转变的信号。
较大的子组是否更好?
观察总数大显然是有利的,因为你可以了解到更多的过程性能。然而,大的子组规模并不一定更好。你必须考虑获得这些大量观察结果的时间段的各种条件因素。
例如,如果你选择子组大小为一天内的所有测量值,那么一天内的任何变化都可能相互平均,而不被发现。每个子组的大小应该代表有关过程的固有变化(也叫共因变化)的信息。如果你知道在某一时间间隔内很少发生变化,就在该时间段内收集子组数据。
什么时候子组不可行或不可取?
当收集样本以了解一个过程时,通常最好将样本合并成子组。
当子组不合适时,那么子组的大小可以设为1,这种情况,就会使用单值(I)和移动范围(MR)图(I-MR Chart)。
以下是使用子组不可行或不可取的条件的例子:
- 每个样品之间有很长的时间间隔。
- 抽样或测试是破坏性的和/或昂贵的。
- 样本性质是连续的和同质的,例如液体。
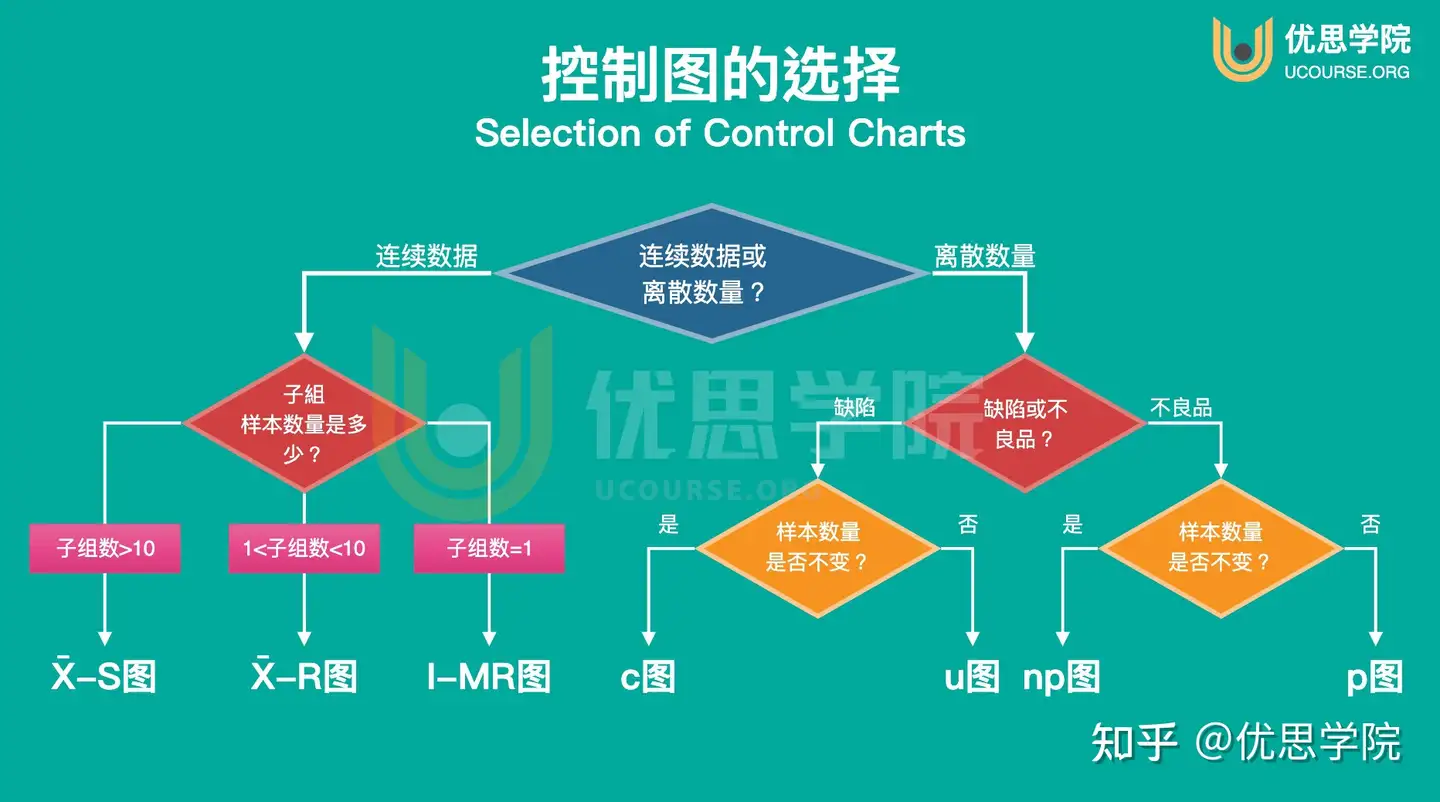
选择合适的控制图
正如以上所说,当你了解自身的制程的情况,决定子组的大小,才可以选择合适的控制图,选择的方法,可以参考下图(优思学院六西格玛课程的截图):