六西格玛案例分析 – 降低焊接缺陷率
大家有留意优思学院的文章和视频的,都知道六西格玛方法中的控制图有助于监测流程的稳定性和识别特有原因的发生。对流程周期性地采样,当测量结果在控制上限和下限内,而且围绕着一条中心线时,我们就说流程是受控的。注意上述控制上限和下限有别于规范限。
我们来看看一家工厂中对一个印刷电路板生产线的最后检验。假设在工厂中使用了流程控制图P图(即,部分不符合控制图),如下图所显示(如果一个圖表没有了控制限,而只有一個运行图,那就会导致公司把图上每个上下波动的点都视为特有原因)。在该图中,样本总量的平均缺陷率是0.244。
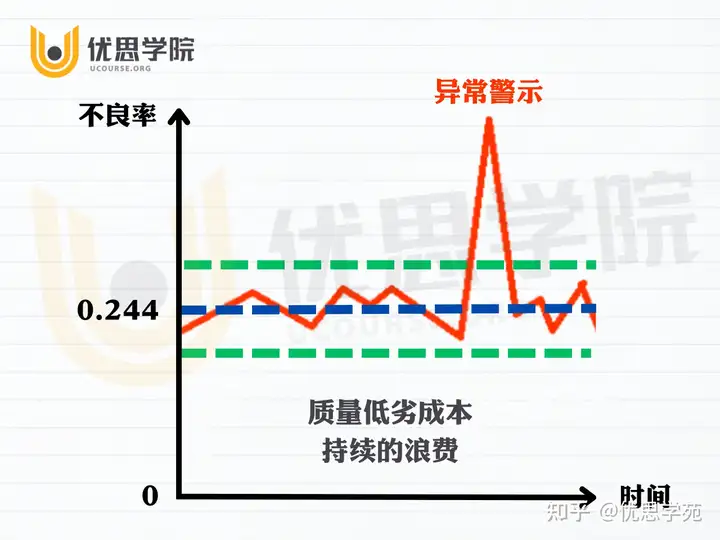
如果控制图中没有发现异常的情况,这一流程就是所谓受控的(即,没有观察到特有原因,如果有异常,就要找出这个特有的原是什么,然后设法令制程稳定受控)。这是在DMAIC中的M阶段所要做的事情。
过程稳定之后,我们就需要降低缺陷率以减少返工率和废品率(即,减少共有原因的影响),进入分析的阶段。
团队从3200次印刷电路的生产中观察到以下各类缺陷:

如上表中的焊接缺陷帕累托图所示,很明显应当“首攻”焊接不足。接下来通过一个由各领域专业人员(例如,工程师、技师、制造工人、化学家、管理层等)参与的头脑风暴来生成因果图,目的是识别最有可能产生缺陷的根源。
为了确定哪些因素对缺陷率影响最大,我们可以进行回归分析,然后再进行实验设计,这可能是最为恰当的方法。这些技术人员或许还可以决定将考察对象用连续响应来代替此前使用的描述性响应。可以预期,连续响应输出对样本量的要求要小得多。
在对流程进行改变并且在控制图上显示出确实实现了改善之后,可以再生成新的帕累托图。或许对于焊接不足的改善已经足够大,而气孔此时成为下一个首要改善的目标。我们还可以用流程控制图来单独跟踪焊接不足的现象,以迅速识别出流程从“修正水平”可能发生的退化。

在通过确认实验核实改变的效果之后,就可以对制造流程实施改变了。由于这些改变,现在P图中的数据的模式应当向下平移,到达另外一个稳定的区域。作为持续流程改善的一部分,重复上述所有步骤,以便识别其他需要改善的领域。