若干年前,优思学院写了一篇原创文章,题为「六西格玛是哪六个?」当时有感很多初学者第一次接触六西格玛时,都会问同一个问题:
六西格玛是哪六个?是不是六种管理方法、六个实施阶段,或者六项质量工具?
直到最近,我们才发现,今天仍有许多人在搜索「六西格玛是哪六个?」。因此,我们决定重新探讨这个老问题,看看六西格玛究竟是什么意思。优思学院认为,更值得深入讨论的是:为什么许多人觉得六西格玛很难?从一知半解到恍然大悟,又需要经历怎样的学习过程?
「六西格玛」中的「六」,指的是六个标准差;「西格玛」是希腊字母σ(Sigma)的音译,在统计学中通常代表标准差。因此,六西格玛最直接的含义,就是过程平均值与规格界限之间可以容纳六个标准差。
简单来说,六西格玛不是六个独立的「西格玛」,而是一种衡量过程波动、过程能力和缺陷风险的质量水平。
一、什么是西格玛(Sigma)?
Sigma写作希腊字母σ,在统计学中通常表示总体标准差。标准差的英文是Standard Deviation,常见缩写为SD。
标准差用来衡量一组数据围绕平均值的离散程度。
标准差越小,代表数据越集中,过程波动通常越小;标准差越大,代表数据越分散,过程波动通常越明显。
假设一家工厂生产目标直径为10毫米的零件。虽然设计目标是10毫米,但实际生产出来的零件不可能每一个都刚好等于10毫米,测量结果可能是:
9.98毫米、10.01毫米、10.03毫米、9.99毫米……
这些数据围绕10毫米上下波动,而标准差就是用来描述这种波动大小的统计指标。
如果大部分零件尺寸都集中在10毫米附近,代表标准差较小,生产过程相对稳定;如果尺寸分布得很分散,代表标准差较大,产品超出规格的风险也会增加。
因此,六西格玛关注的不只是平均值是否接近目标,还关注过程波动是否足够小。
二、六西格玛是哪六个?
六西格玛并不是指六种工具,也不是指六个项目阶段。
它指的是:
从过程平均值到最近的规格界限之间,可以容纳六个标准差。
在理想状态下,如果过程平均值正好位于规格中心,那么从平均值到规格上限之间有六个标准差,从平均值到规格下限之间同样有六个标准差。
相关统计符号包括:
- LSL:规格下限,Lower Specification Limit
- Mean:过程平均值
- USL:规格上限,Upper Specification Limit
- σ:过程标准差
理想的六西格玛过程可以表示为:
USL-Mean=6σ
Mean-LSL=6σ
因此,从规格下限到规格上限,理论上可以容纳十二个标准差。
这里所说的「六个西格玛」,就是平均值与其中一侧规格界限之间的六个标准差,而不是六项管理内容。
三、规格界限与控制界限不是同一回事
理解六西格玛时,还要分清「规格界限」与「控制界限」。
规格界限通常来自客户要求、产品设计、工程标准或行业规范,用来判断产品或服务结果是否符合要求。
例如,某个零件直径的允许范围是9.90至10.10毫米,那么:
LSL=9.90毫米
USL=10.10毫米
控制界限则根据过程数据计算,通常应用于控制图,用来判断过程是否存在特殊原因变异,以及过程是否处于统计受控状态。
规格界限回答的是:
客户允许的范围是什么?
控制界限回答的是:
过程本身通常会怎样波动?
两者的来源和用途不同,不能混为一谈。一个过程可能非常稳定,但仍然无法满足规格;也可能暂时满足规格,却存在明显的特殊原因变异。
四、为什么标准差可以代表质量水平?
如果过程数据服从或近似服从正态分布,大部分数据会集中在平均值附近,并形成一条中间高、两边低的钟形曲线。
正态分布通常具有以下规律:
- 平均值上下1个标准差,约包含68.27%的数据
- 平均值上下2个标准差,约包含95.45%的数据
- 平均值上下3个标准差,约包含99.73%的数据
- 平均值上下6个标准差,约包含99.9999998%的数据
这就是统计学中常见的「68—95—99.7法则」。
当规格上下限分别距离平均值六个标准差时,数据超出规格界限的概率会非常低。如果把超出规格界限的结果定义为缺陷,那么六西格玛过程就代表极低的缺陷风险。
不过,以上推算建立在数据服从或近似服从正态分布的前提下。如果数据明显偏斜、存在多个峰值,或者属于计数型及比例型数据,就不能机械套用正态分布结论。
实际开展六西格玛项目时,还需要检查数据分布、测量系统和过程稳定性。
五、用可视化工具看懂六个西格玛
单看标准差、正态分布和规格界限的定义,初学者可能仍然觉得抽象。
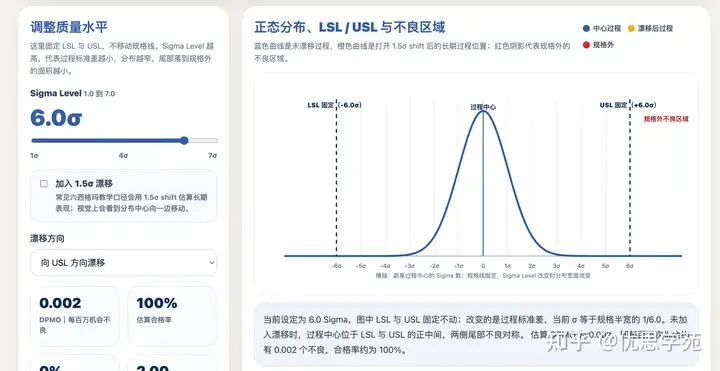
为此,优思学院开发了「Sigma Level不良率可视化工具」,让大家直接观察不同西格玛水平下,过程分布与规格界限之间的关系。
工具固定规格下限LSL与规格上限USL。当使用者把Sigma Level从1σ逐步调整至6σ时,可以看到正态分布曲线越来越窄,落在规格界限以外的不良区域也越来越小。
这里改变的不是规格要求,而是过程标准差。
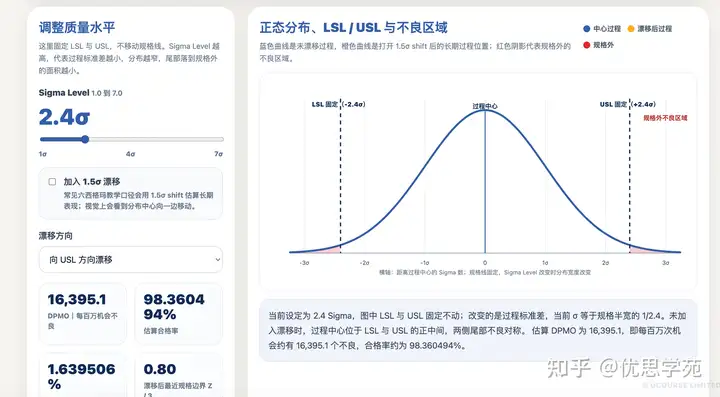
Sigma Level较低,代表过程标准差相对较大,数据分布比较宽,产品或服务结果更容易超出规格;Sigma Level越高,代表过程波动越小,数据更加集中,超出规格的概率也随之下降。
例如:
- 3σ水平下,过程分布较宽,规格外仍然存在较明显的不良区域;
- 4σ水平下,分布明显收窄,不良率大幅下降;
- 5σ水平下,规格外的不良区域已经非常小;
- 6σ水平下,过程波动很小,规格外的尾部面积几乎看不见。
读者可以使用优思学院开发的「Sigma Level不良率可视化工具」,拖动Sigma Level滑块,比较1σ至7σ的DPMO、合格率和不良率。
六、理论上的六西格玛缺陷率是多少?
假设一个过程完全服从正态分布,过程平均值始终位于规格中心,而且从平均值到上下规格界限均为六个标准差,那么落在规格界限以外的概率约为:
0.00197 DPMO
DPMO是Defects Per Million Opportunities的缩写,中文通常称为「每百万机会缺陷数」。
0.00197 DPMO可以近似写成0.002 DPMO,代表在一百万个缺陷机会中,预计只会出现约0.002个缺陷。
换句话说,平均大约五亿个缺陷机会才可能出现一个超出规格的结果。
看到这里,很多人会产生另一个疑问:
为什么平常所说的六西格玛质量水平,一般是每百万机会3.4个缺陷,而不是0.002个缺陷?
这是因为两个数字采用的计算假设不同。
七、六西格玛的DPMO究竟是3.4还是0.002?
0.002 DPMO和3.4 DPMO都有相应的计算依据,但代表的情境不同。
1. 不考虑过程偏移:约0.002 DPMO
如果假设过程平均值长期保持不变,并且始终位于规格中心,那么真正的双侧六西格玛过程,其理论缺陷率约为0.002 DPMO。
这是纯粹根据标准正态分布计算出来的理论结果。
2. 考虑1.5σ长期偏移:约3.4 DPMO
现代六西格玛管理通常采用1.5西格玛偏移的传统换算惯例。
这种计算方式假设过程在长期运行中,平均值可能偏离原来的中心位置,偏移幅度按照1.5个标准差估算。
原本距离规格界限六个标准差的过程,在考虑偏移之后,平均值到较近一侧规格界限的距离便剩下:
6σ-1.5σ=4.5σ
当平均值到最近规格界限的距离约为4.5个标准差时,超出该界限的概率约为每百万机会3.4个缺陷。
所以,六西格玛管理中常见的3.4 DPMO,是在「短期六西格玛能力加上1.5σ长期偏移」这一传统口径下计算出来的结果。
| 六西格玛计算口径 | 基本假设 | 每百万机会缺陷数 |
|---|---|---|
| 理论统计值 | 平均值不发生偏移,双侧均为6σ | 约0.002 DPMO |
| 六西格玛常用口径 | 加入1.5σ长期偏移 | 约3.4 DPMO |
因此,当有人问「六西格玛的缺陷率究竟是3.4还是0.002」时,更准确的回答是:
不考虑过程平均值偏移时,理论缺陷率约为0.002 DPMO;按照六西格玛常用的1.5σ长期偏移惯例计算,则约为3.4 DPMO。
八、用工具比较0.002 DPMO与3.4 DPMO
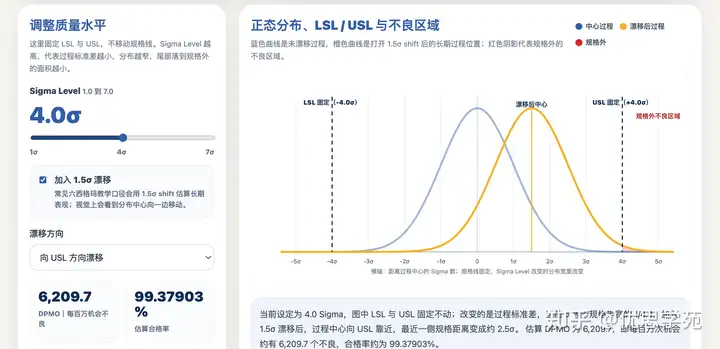
优思学院的「Sigma Level不良率可视化工具」提供了1.5σ漂移开关,可以直接比较这两种计算情境。
关闭1.5σ漂移时,过程平均值位于LSL与USL的正中间。如果平均值与上下规格界限之间均能容纳六个标准差,双侧规格外的理论缺陷率约为0.002 DPMO。

打开1.5σ漂移后,工具会显示过程中心向其中一侧移动。此时,平均值到最近规格界限的距离由6σ缩短为4.5σ,相应缺陷率约为3.4 DPMO。

使用者还可以选择过程向LSL或USL方向偏移。无论偏向哪一边,靠近平均值的规格界限都会成为主要的缺陷风险来源。
通过这个互动演示可以直观看到:
0.002 DPMO与3.4 DPMO的差别,不是谁对谁错,而是两者采用了不同的过程偏移偏移假设。
九、什么是1.5西格玛偏移?
1.5西格玛偏移(1.5 Sigma Shift),是传统六西格玛质量水平换算中使用的一项经验性假设。
现实中的生产和服务流程,很难永远保持完全相同的运行状态。随着时间推移,过程平均值或波动程度可能发生变化。
常见影响因素包括:
- 设备磨损或重新调整
- 刀具逐渐磨耗
- 原材料批次发生变化
- 温度、湿度等环境条件改变
- 不同班次或操作人员之间存在差异
- 测量系统发生漂移
- 供应商或工作方法发生变化
- 设备维护和参数设定发生变化
这些因素可能使过程平均值逐渐偏离原来的中心,也可能使标准差扩大,造成长期过程表现不如短期数据所显示的结果。
需要说明的是,1.5σ并不是适用于所有过程的统计定律,也不代表每个过程都会刚好偏移1.5个标准差。
这一口径主要来自摩托罗拉发展六西格玛方法时所采用的经验模型,后来逐渐成为六西格玛领域常见的质量水平换算惯例。
在实际项目中,不应该直接认定某个过程一定发生了1.5σ偏移。更可靠的做法是收集长期数据,分别评估过程的短期波动、长期波动、稳定性和实际偏移程度。
十、短期西格玛水平与长期西格玛水平有什么区别?
短期过程能力主要观察较短时间内的自然波动。
在短期数据中,设备、人员、材料和环境条件可能比较一致,因此过程看起来相对稳定,计算出来的标准差也可能较小。
长期过程表现则覆盖更长的运行周期。长期数据可能包含不同班次、设备状态、材料批次、操作人员和环境条件,因此反映出来的总体波动通常更大。
这就是为什么一个过程的短期能力可能很好,长期表现却没有预期中理想。
实际分析时,可以使用Cp与Cpk评估过程相对于规格的能力,也可以使用Pp与Ppk观察较长期的总体表现。
如果Cp明显高于Cpk,通常说明过程平均值没有位于规格中心;如果Cpk明显高于Ppk,则可能说明长期数据包含了更多漂移、批次差异或其他变异来源。
不过,任何过程能力指数都应该在确认测量系统可靠、过程基本稳定,并充分理解数据分布的前提下使用。
十一、怎样从实际缺陷数据计算Sigma Level?
理解六西格玛的统计概念后,接下来会遇到一个实际问题:
企业已经拥有检查数量和缺陷数量,应该怎样计算DPMO和Sigma Level?
为此,优思学院给学员开发了「Cpk与Sigma Level转换工具」。它可以把实际检查数据转换成DPMO、合格率、Sigma Level和估算Cpk。
使用者只需输入三个数据:
- 样件数
- 每件产品或服务的缺陷机会数
- 实际发现的缺陷数
工具便会自动完成计算。
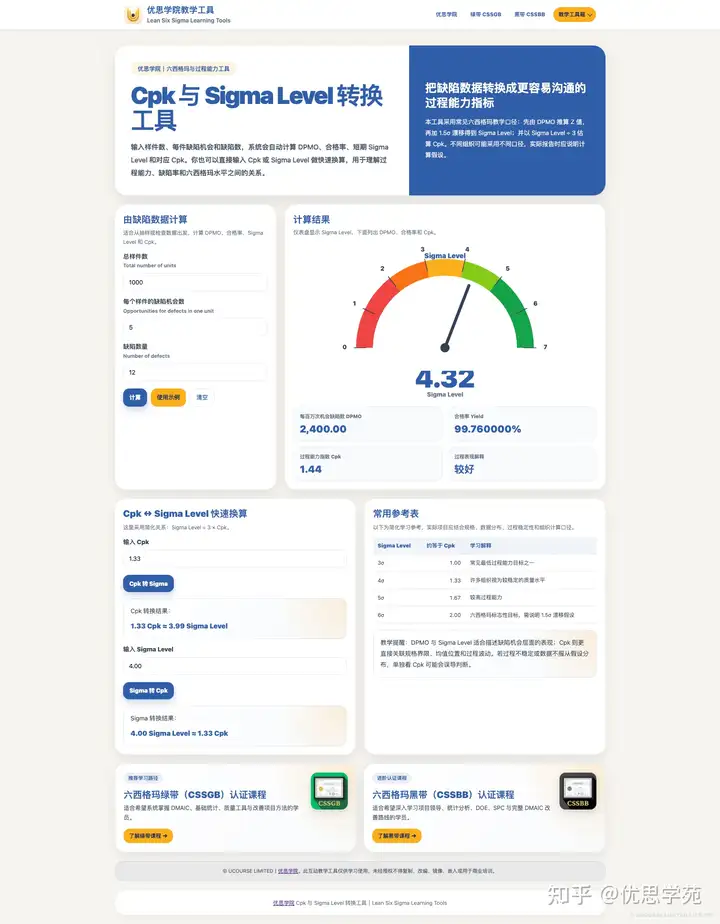
假设一家工厂检查了1000件产品,每件产品有5个关键质量要求,共发现12个缺陷。
缺陷机会总数为:
1000×5=5000
DPMO的计算公式为:
DPMO=缺陷数÷缺陷机会总数×1,000,000
代入数据:
DPMO=12÷5000×1,000,000=2400
这代表该过程平均每百万个缺陷机会中,预计会出现约2400个缺陷。
把1000、5和12输入工具后,系统会自动计算DPMO、合格率、Sigma Level和对应的Cpk估算值,让使用者更容易判断当前过程大约处于什么质量水平。
十二、缺陷数不等于不合格品数
使用工具计算DPMO时,需要分清「缺陷」与「不合格品」。
一件产品可能同时存在多个缺陷。
例如,一个零件既有尺寸超差,又有表面划伤。那么,它是一件不合格品,却可能包含两个缺陷。
不合格品率关注的是不合格产品占全部产品的比例;DPMO关注的则是每百万个缺陷机会中出现多少个缺陷。
因此,计算DPMO之前必须合理定义:
- 什么情况属于缺陷;
- 每个产品共有多少个缺陷机会;
- 不同产品的缺陷机会是否相同;
- 数据收集人员是否使用相同的判断标准。
如果不同人员对缺陷机会的定义不一致,计算出来的DPMO也无法直接比较。
十三、Cpk与Sigma Level有什么关系?
Cpk是过程能力指数,用来衡量过程平均值、过程波动与最近规格界限之间的关系。
Cpk的基本计算公式为:
Cpk=min[(USL-Mean)÷3σ,(Mean-LSL)÷3σ]
其中,min表示取两个计算结果中较小的一个,因为距离平均值较近的规格界限代表较大的缺陷风险。
如果过程平均值位于规格中心,而且到最近规格界限的距离为6σ,那么:
Cpk=6σ÷3σ=2.00
因此,在不考虑1.5σ长期偏移的短期能力口径下,可以使用以下简化关系:
Sigma Level≈3×Cpk
常见换算结果为:
| Cpk | 对应的短期Sigma Level |
|---|---|
| 1.00 | 约3σ |
| 1.33 | 约4σ |
| 1.67 | 约5σ |
| 2.00 | 约6σ |
读者可以使用优思学院的「Cpk与Sigma Level转换工具」,直接输入Cpk或Sigma Level,观察两者之间的换算关系。
不过,这里必须分清短期能力与加入1.5σ偏移后的长期表现。
十四、为什么六西格玛有时对应Cpk=2.00,有时又是1.50?
如果过程平均值位于规格中心,并且不考虑长期偏移,从平均值到最近规格界限的距离为6σ:
Cpk=6÷3=2.00
如果加入1.5σ长期偏移,平均值到最近规格界限的距离由6σ缩短为4.5σ:
Cpk=4.5÷3=1.50
所以,以下两个说法可以同时成立:
| 计算情境 | 最近规格距离 | 对应Cpk | 估算DPMO |
|---|---|---|---|
| 短期居中,不考虑偏移 | 6σ | 2.00 | 约0.002 |
| 加入1.5σ长期偏移 | 4.5σ | 1.50 | 约3.4 |
学习六西格玛时,不能只记住「六西格玛等于哪个Cpk」,还要说明采用的是短期还是长期口径,以及是否加入1.5σ偏移。
否则,同一个六西格玛水平可能会出现Cpk=2.00和Cpk=1.50两种答案,容易造成混淆。
十五、两个优思学院工具应该怎样配合使用?
两个工具分别解决不同的学习问题。
「Sigma Level不良率可视化工具」适合用来理解概念。它通过正态分布图展示Sigma Level、标准差、规格界限、尾部不良区域和1.5σ偏移之间的关系。
「Cpk与Sigma Level转换工具」适合用来完成计算。它可以根据样件数、缺陷机会和缺陷数计算DPMO,也可以完成Cpk与Sigma Level之间的快速换算。
建议按照以下顺序使用:
- 先打开「Sigma Level不良率可视化工具」,观察1σ至6σ的分布如何逐步收窄;
- 关闭1.5σ漂移,观察居中过程的理论不良率;
- 打开1.5σ漂移,比较0.002 DPMO与3.4 DPMO;
- 再打开「Cpk与Sigma Level转换工具」,输入实际缺陷数据;
- 查看DPMO、合格率、Sigma Level和Cpk;
- 回到实际过程,判断应该缩小波动、调整过程中心,还是同时改善两者。
这样一来,「六西格玛是哪六个」就不再只是一个统计定义,而会变成一个可以看见、计算和应用的过程能力概念。
十六、常见Sigma Level、DPMO与合格率对照
按照六西格玛常用的1.5σ偏移口径,不同Sigma Level与DPMO的近似关系如下:
| Sigma Level | 每百万机会缺陷数DPMO | 合格率 |
|---|---|---|
| 1σ | 约691,462 | 约30.85% |
| 2σ | 约308,538 | 约69.15% |
| 3σ | 约66,807 | 约93.32% |
| 4σ | 约6,210 | 约99.379% |
| 5σ | 约233 | 约99.9767% |
| 6σ | 约3.4 | 约99.99966% |
这些数据可以帮助企业理解不同西格玛水平之间的差距。
从3σ提升至4σ,看起来只提高了一个西格玛水平,但DPMO会从约66,807下降至约6,210,缺陷数量减少超过九成。学员也可以使用优思学院的可视化工具模拟这些结果。
从4σ提升至5σ,DPMO又会从约6,210下降至约233。
Sigma Level的提升不是简单的线性变化。越接近六西格玛,缺陷率下降的幅度越明显,但进一步改善所需要的技术能力、过程控制和资源投入也可能更高。
十七、西格玛水平越高越好吗?
一般来说,Sigma Level越高,代表过程平均值距离规格界限越远,或者过程波动越小,超出规格的风险也越低。
不过,企业不一定要把所有流程都提升到六西格玛水平。
改善目标应该结合以下因素确定:
- 客户对质量的实际要求
- 缺陷可能造成的风险
- 质量问题带来的损失
- 改善所需的成本和时间
- 法律法规或行业标准
- 过程在整体价值链中的重要程度
例如,医疗安全、航空零部件、汽车关键特性或重要金融交易,可能需要极高的过程能力;某些低风险、低成本的内部流程,如果一味追求六西格玛水平,改善投入可能远高于所创造的价值。
六西格玛强调以数据支持业务决策,而不是为了达到一个漂亮的数字而过度改善。
十八、六西格玛只是一个缺陷率目标吗?
六西格玛最初与统计质量控制和过程能力密切相关,但今天所说的六西格玛,已经不只是「每百万机会3.4个缺陷」这个数字。
它也是一套以客户需求、过程数据和持续改善为基础的管理方法。
六西格玛项目通常通过DMAIC路线解决问题:
- Define:定义问题、客户需求和项目目标
- Measure:测量过程现状并确认数据可靠性
- Analyze:分析变异和缺陷的根本原因
- Improve:设计、筛选和验证改善方案
- Control:建立控制机制,使改善成果持续保持
DMAIC共有五个阶段,所以六西格玛中的「六」并不是指DMAIC阶段的数量。
企业学习六西格玛,也不只是为了计算Sigma Level,而是为了把模糊的问题转化为可测量的问题,再通过数据找出关键原因,降低过程变异,改善质量、成本、交付和客户体验。
十九、六西格玛与六西格玛管理有什么区别?
「六个西格玛」主要描述统计意义上的质量水平,也就是过程平均值与规格界限之间能够容纳多少个标准差。
「六西格玛管理」则是一套完整的流程改善方法,涵盖客户需求、项目选择、数据测量、统计分析、方案验证、风险管理和持续控制。
两者的关系可以概括为:
六个西格玛是统计意义上的质量水平;六西格玛管理是帮助组织降低变异、减少缺陷和改善绩效的方法体系。
这也是为什么学习六西格玛不能只记住3.4 DPMO,还需要掌握过程思维、Y=f(X)、测量系统分析、过程能力、假设检验、回归分析、实验设计和控制图等方法。
二十、关于六西格玛的常见问题
六西格玛是不是有六个阶段?
不是。六西格玛改善项目常用的DMAIC共有五个阶段,分别是定义、测量、分析、改善和控制。「六」指的是六个标准差,不是六个项目阶段。
六西格玛是不是六种质量工具?
不是。六西格玛会使用很多统计和质量管理工具,但「六西格玛」这个名称并不是由六种工具组成。
六西格玛是不是代表零缺陷?
严格来说不是。六西格玛代表极低的缺陷率,并非数学意义上的绝对零缺陷。按照行业常用的1.5σ偏移口径,六西格玛约为3.4 DPMO。
六西格玛的缺陷率是3.4还是0.002 DPMO?
两个数字的计算条件不同。不考虑平均值偏移时,双侧理论缺陷率约为0.002 DPMO;按照六西格玛常用的1.5σ长期偏移惯例计算,则约为3.4 DPMO。
六西格玛只能用于制造业吗?
不是。只要工作能够被视为一个重复运行的过程,并且可以定义客户要求、输出结果和测量数据,六西格玛便可以应用。
银行审批、保险理赔、医疗服务、物流运输、软件开发、供应链、客户服务和行政流程,都可以使用六西格玛方法改善。
达到六西格玛是否代表过程一定稳定?
不一定。
过程能力与过程稳定性是两个不同概念。一个过程可能暂时显示出很高的能力,却存在特殊原因变异;也可能非常稳定,但平均值偏离目标或波动过大,无法满足规格要求。
因此,通常应该先判断过程是否稳定,再评价过程能力。
3.4 DPMO是不是所有企业都必须达到的标准?
不是。3.4 DPMO是六西格玛管理的标志性质量水平,并不是所有过程都必须达到。企业应该根据客户要求、风险、成本和业务价值设定合理目标。
结语
六西格玛「是哪六个」?
答案并不是六种工具、六个阶段或六项管理原则,而是过程平均值与规格界限之间的六个标准差。
如果过程完全居中,而且不考虑平均值偏移,双侧六西格玛过程的理论缺陷率约为0.002 DPMO;如果按照六西格玛常用的1.5σ长期偏移惯例计算,则约为3.4 DPMO。
真正理解六西格玛,关键不只是记住这两个数字,而是理解数字背后的过程思维:
产品和服务出现缺陷,往往与过程变异有关。通过可靠的数据识别变异来源、缩小过程波动、调整过程中心并控制关键因素,才是六西格玛管理的核心。
读者可以配合优思学院开发的「Sigma Level不良率可视化工具」和「Cpk与Sigma Level转换工具」,亲自比较不同质量水平、1.5σ偏移、DPMO和Cpk之间的关系,把抽象的统计概念转化为可以观察和计算的实际结果。
优思学院的六西格玛绿带认证课程(CSSGB)与六西格玛黑带认证课程(CSSBB),系统涵盖DMAIC、MSA、SPC、过程能力、假设检验、回归分析、FMEA和DOE实验设计等内容,帮助学员从理解统计概念,逐步走向完整的六西格玛项目应用。